





















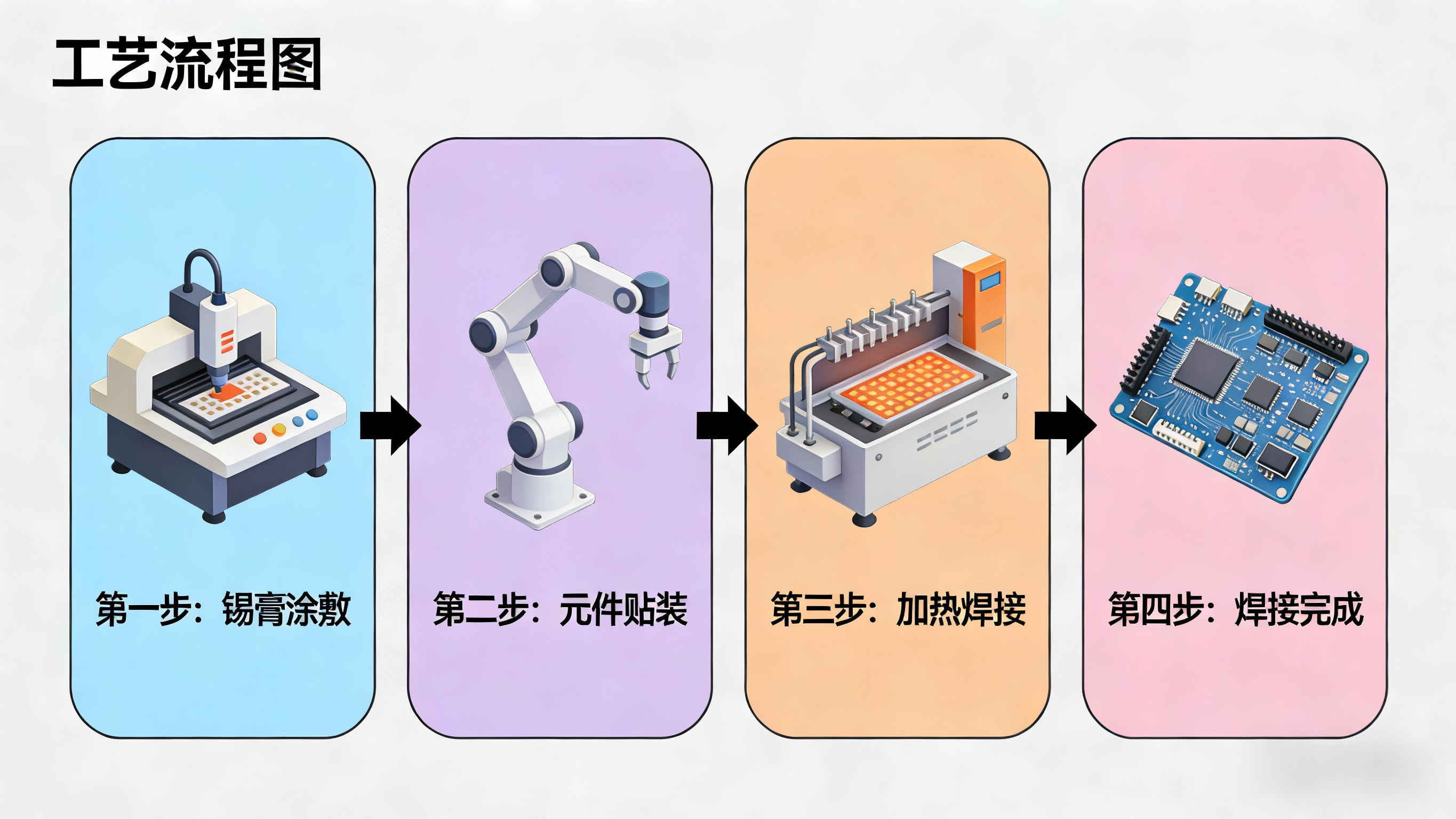
激光焊接锡膏制程是一种灵活高效的焊接工艺,常用于多品种小批量生产及样品打样制程,特别是对实验室和研发中心的快速样品制备具有重要帮助。该工艺具有高精度、高效率、低热影响区等特点,能够满足越来越多电子器件小型化和精密化的焊接需求。其工艺流程通常包括以下几个步骤:
① 锡膏涂敷
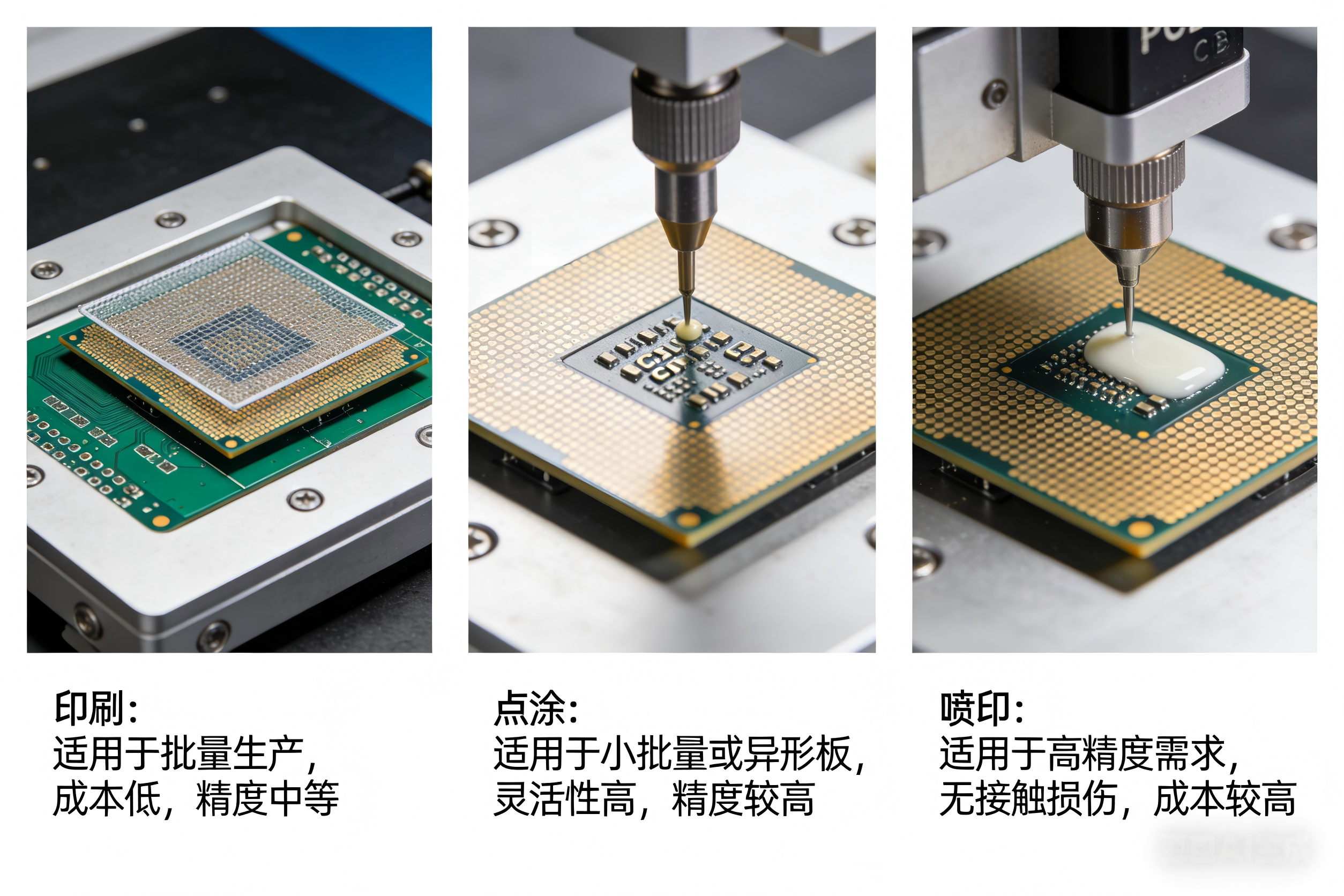
在焊接初期,将锡膏通过印刷、点涂或喷印等方式均匀地涂敷在待焊接的焊盘上,要求位置准确、锡膏导入量合理。锡膏的涂敷质量会直接影响后续焊接品质,因此需要确保使用高品质激光焊专用锡膏。这种锡膏通常具备抗飞溅、高粘性、流动性适中的特性,有助于保持焊点的完整性。
② 元件贴装
根据焊盘布局,通过贴装设备自动贴放或人工手动摆放元件,使元件紧密对应于涂敷锡膏的焊盘位置。这一步需确保元件精确对位,避免错位而影响焊接质量;另外,元件表面应无氧化层或异物,以保证接触面积良好,进一步提升焊接牢固性。
③ 加热焊接
利用激光设备对涂敷好锡膏的焊盘进行照射,通过激光的高温聚集,使锡膏迅速升温并达到熔化温度。激光焊接属于瞬间加热工艺,其时间及功率需根据具体材料特性、厚度及焊盘设计调整,以确保最佳焊接效果。在加热过程中,须特别注意以下几点:
激光功率的稳定性:确保激光照射均匀稳定,以防锡膏局部过热或者未充分熔化。
· 熔化效应的控制:锡膏在激光加热下应迅速达到润湿状态,避免锡膏飞溅、冷焊等不良现象。
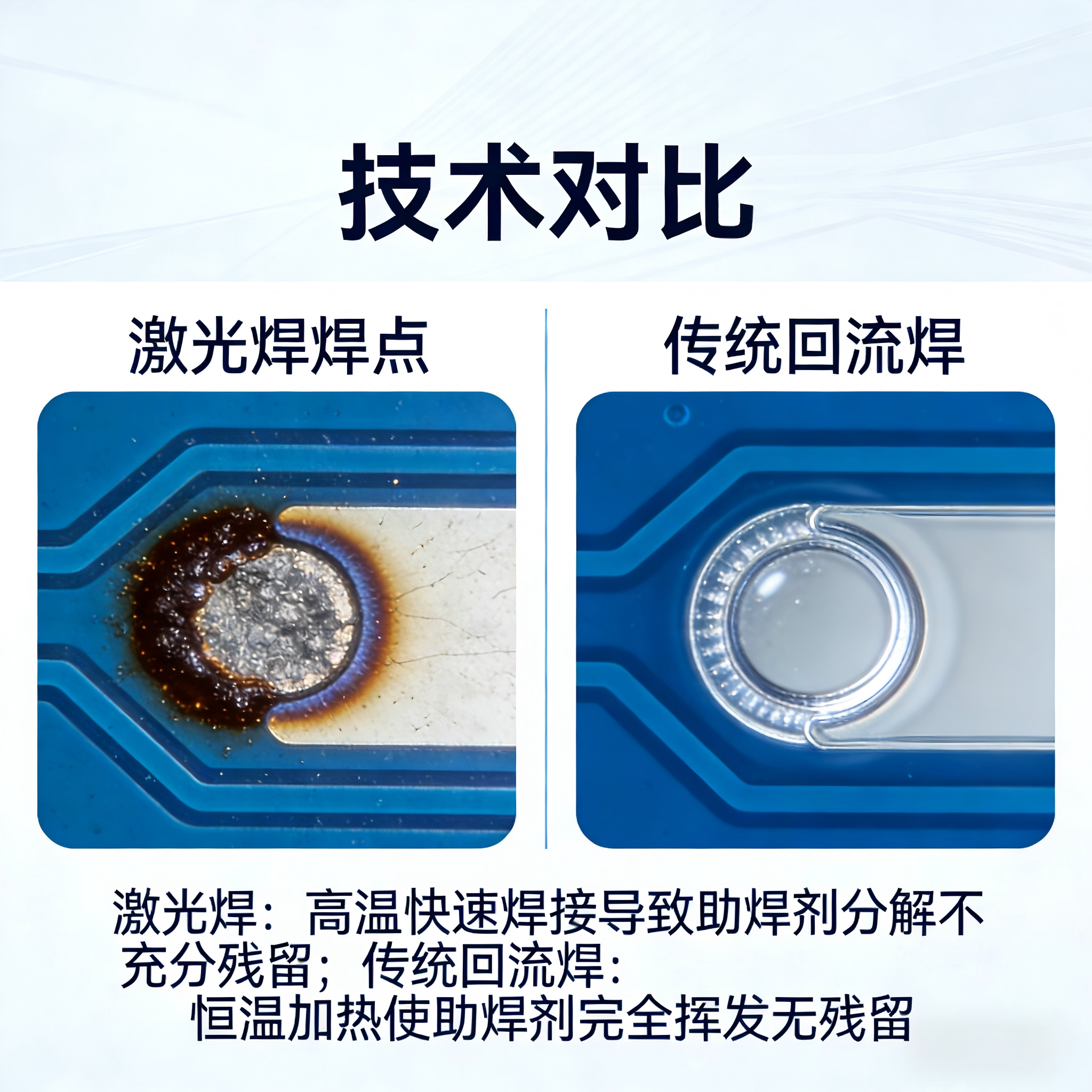
· 助焊剂挥发影响:由于激光焊接属于瞬间加热升温工艺,助焊剂的有效作用时间短、挥发有限,助焊剂残留量可能较大。在实际焊接过程中,需要综合评估助焊剂残留对后续工艺和性能的影响,并进行有效控制。
④ 焊接完成
待锡膏完全熔化后,关闭激光设备,使焊点自然冷却并凝固成型。焊点的冷却时间和过程直接关系到焊接结构的牢固性,应避免焊点在冷却过程中受到振动或污染,这样才能确保最终焊接牢固且无缺陷。对于部分焊点较为复杂的工艺,还需结合后续清洗工序去除残留的助焊剂,保证焊接区长期的稳定性与可靠性。
激光锡膏焊接工艺优势
· 高精度:激光焊接聚焦性好,能精准控制加热范围,适用于微型元器件焊接与高密度焊盘连接。
· 低热影响区:相比传统回流焊或波峰焊方式,激光焊接对元件产生的热影响较小,可有效减少因温度过高而导致的元器件损伤。
· 快速高效:激光加热属于点对点的局部加热,与传统整板回流工艺不同,可显著缩短加热时间,提高焊接效率。
· 灵活性强:单点式焊接适合小批量多品种生产以及复杂设计需求,尤其在研发打样中更显其优势。
应用领域
· 精密电子制造:如柔性电路板(FPC)、微型芯片封装等。
· 光电子行业:激光焊接适合光电子器件的高密度连接。
· 高端医疗设备:针对医疗器件中的微型元件,激光焊接帮助实现更加精密可靠的装配。
· 军工及航空航天:应用于军用电子设备或航空部件中需要高稳定性、高可靠性的焊接场景。
注意事项
· 材料选择与匹配:焊接前,应确认焊盘材质与元件导电性、电阻率等是否满足工艺需求。
· 焊接工艺参数调整:根据锡膏、基板、元件的具体规格调整激光焊接功率、照射时间与温度范围。
· 助焊剂残留处理:完善焊接后清洗工序,避免残留助焊剂对焊点性能和外观造成不良影响。
· 设备维护与操作:定期检查激光设备光束稳定性及镜头洁净度,以确保长期准确高效的焊接效果。
激光锡膏焊接工艺以其高精度、高效率和优良的工艺控制特性,已成为精密焊接中的重要组成部分,广泛应用于多个领域。通过合理优化工艺流程、参数设置及材料选择,可进一步提升焊接质量和生产效率,满足研发及小批量生产需求。