





















案例1 :
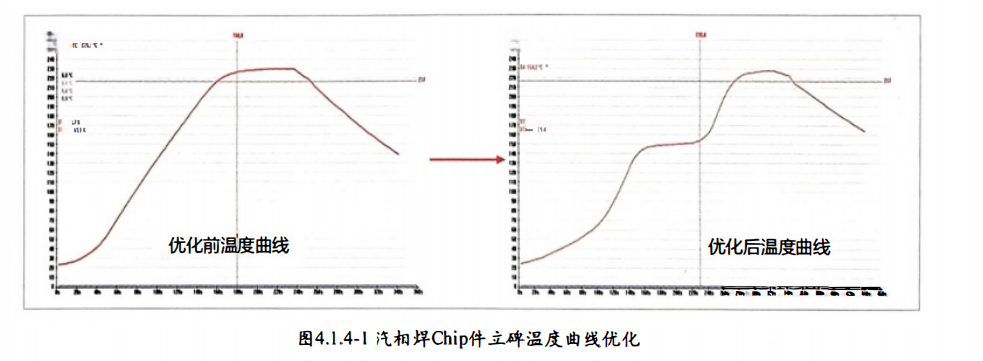
某产品使用汽相焊接,0402 06030805表贴电容、电感、电阻出现立碑、虚焊现象。 分析发现目视可见Chip件两端电极焊锡熔化时间存在明显差异,润湿力不平衡导致立碑虚焊。因汽相焊机理为蒸汽做热交换,焊接时蒸汽密度不同则热交换能力不同,也就是加热速度不同。 PCB本体阻挡蒸汽,导致板子四周蒸汽密度大,加热速度快,PCB中间蒸汽密度低,加热速度慢,焊锡熔化存在明显时间差。调整汽相焊板子高度及驻留时间,从 RTS温度曲线改为RSS温度曲线,图 4.1.4-1 汽相焊Chip件立碑温度曲线优化,Chip件立碑、虚焊现象基本消失。
案例2:
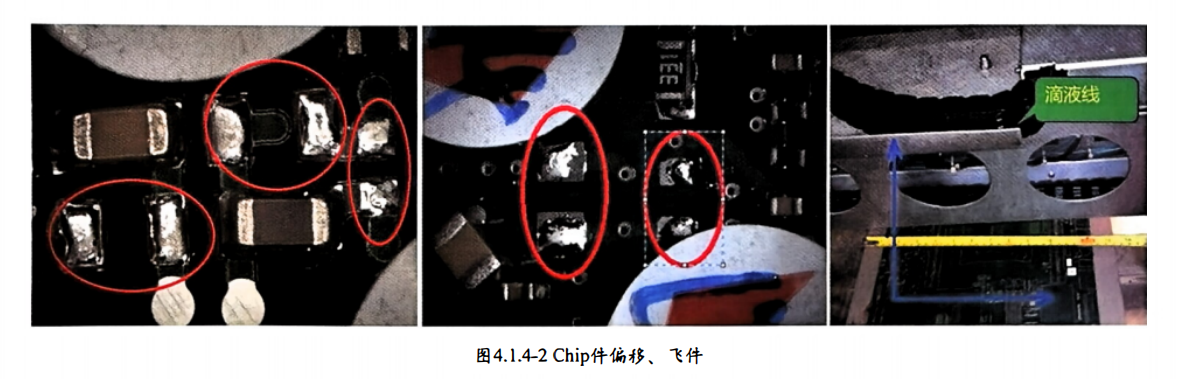
某产品使用汽相焊,炉后出现电容、 电阻移位、飞件不良,位置固定。 分析发现位置异常位置在推杆下方,图 4.1.4-2 Chip件偏移、飞 件。AOI 和人工检查确保炉前并无移位和飞料不良,确认是推杆上冷凝液体滴落所致,人工模拟发现滴液发生在熔融焊接阶段才能导致移位和飞料,受滴下溶液冲击而移位和飞料。将冷凝上盖做倾斜改善,将冷凝液导流到炉子边缘流会炉膛使用,调整位置将推杆勾刀偏移不滴到电阻电容,定期将残留在推杆上的冷凝液体用风枪吹落到炉内。没有冷凝液滴落、 Chip件偏移、飞件现象消失 。