





















随着环保理念在电子制造业的深度渗透,无铅焊接工艺的研发与应用成为行业必然趋势,其核心目的在于降低电子产品废弃物对环境的污染,尤其针对报废电子产品中铅元素的有害排放问题。业界对无铅制程有着明确的含量管控标准:焊料及元件相关部件(镀层、本体材质、端电极等)中铅含量不大于1000ppm,为规避生产过程中的超标风险,进料检验环节通常将焊料铅含量管控在500ppm以内。回顾无铅焊料的开发历程,早期形成两大主流派系,A派系主推3.8%银、4%银等高银合金,因成本偏高且银元素易导致焊点起皱,未能占据主导;J派系主推的3%银焊料,凭借成本优势与更优的焊点外观,逐渐成为业界主流,为后续合金体系的优化奠定了基础。
无铅焊接材料经过多年发展,已形成多元且细分的体系,核心可分为三元合金、多元合金及二元合金三大类别,各类别下因成分配比差异,在性能、成本及应用场景上呈现显著区别。本文将围绕主流无铅焊接材料,详细解析三元合金(锡银铜系列)中高、中、低银体系的成分管控、温度要求与适用场景,深入探讨多元合金(含镍、铟、锗、磷、铋等)的研发特点、性能优劣与应用局限,同时梳理二元合金(锡铜、锡银等)在特殊场景下的应用规范与实操管控要点,为电子制造领域的同仁提供全面、精准的技术参考,助力其根据产品需求合理选择无铅焊接材料,平衡制程可靠性与成本控制。
2.2.1 三元合金无铅焊料
无铅三元合金主要为锡银铜合金,简称SAC(SnAgCu)合金。SAC合金根据银铜比率的变化,分为很多种,笔者就常用的合金成份做简要说明供同仁参考。
2.2.1.1 高银三元合金无铅焊料
高银三元无铅焊料,常用的有两种,SAC387与SAC405。SAC387焊料中含有3.8%的银、0.7%的铜,余量是锡。其固化温度217℃,液相线温度221℃,其整体性能与SAC305近似。其中银含量管制标准为3.8±0.2,也就是3.6%~4.0%的银含量,铜含量0.7±0.1,也就是0.6%~0.8%的铜含量。铜含量过高会消耗锡形成锡铜金属间化合物,焊接制程中Reflow冷却斜率低于1.5℃/sec时此现象明显呈现。银含量较SAC305高,焊锡冷却时易起皱,要求Reflow温度曲线冷却斜率保持在2.5℃/sec~4℃/sec,以获得光滑含有银光泽的焊点。
SAC405焊料中,银含量为4%±0.2%,也就是银含量3.8%~4.2%,铜含量0.5%±0.1%。其固化温度217℃,液相线温度219℃。SAC405含铜量降低,锡铜金属间化合物生成机率降低,但含银量增加,焊点冷却时收缩现象加重,要求回流焊接设备具备强大的冷却能力,保证冷却斜率2.5℃/sec~4.0℃/sec,以获得光滑的含银光泽焊点。SAC387/SAC405焊料含银量高,材料成本贵,焊接时对Reflow设备性能要求相对较高,一般产品生产较少选择,医疗、高频通讯等产品生产时为确保线路之电器特性要求选用高银含量焊料。高银含量焊料另一用途是降低银溶蚀影响,如焊接镀银导线或纯银导线,采用高银含量焊锡丝有助于减缓银溶蚀速度。
2.2.1.2 中银三元合金无铅焊料
中银含量的无铅焊料典型代表是SAC305,焊料含银量3%±0.2%,铜含0.5%±0.1%。焊料属于共晶焊料,液相线温度217℃。相较于高银含量焊料,成本低、焊点冷却时收缩现象较弱,是当今业界无铅制程中最为广泛使用的合金成份。SAC305合金具备优良的延展性、导电性与抗氧化性,为消费性电子产品提供了可靠的焊点品质。
2.2.1.3 低银三元合金无铅焊料
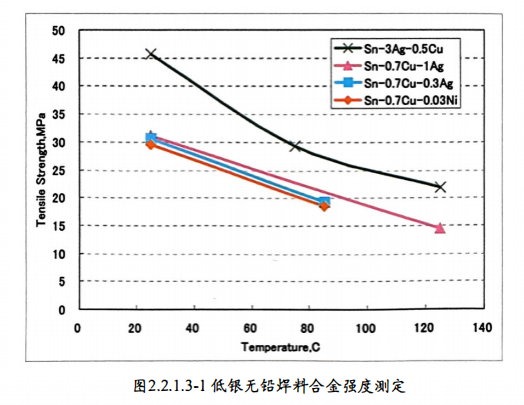
低银SAC三元合金焊料,常见的有SAC105、SAC0307两种,是业界为降低焊料成本而开发的替代合金配方。SAC105含银量1%±0.2%,含铜0.5%±0.1%,SAC0307含银0.3%±0.1%,含铜0.7%±0.1%。合金为非共晶焊料,熔点一般抓取227℃。SAC105、SAC0307合金通常不建议用于锡膏锡粉制作,可以用于波峰焊、选择焊锡条成份。(图2.2.1.3-1 低银无铅焊料合金强度测定 资料来源:日本焊接材料协会)
2.2.2 多元合金无铅焊料
无铅焊料相较于有铅焊锡润湿性稍差,机械强度及抗拉强度均较有铅合金大,焊接时润湿力SAC305与有铅共晶6337焊料相当,但无铅焊料扩散性较差、润湿时间较长。SAC305含银量3%,银属于贵金属,单价较高,开发低银或无银焊料,使其物理、机械性能与SAC305相当是行业的研发方向之一。多元合金的开发是业界技术研究者、冶金学家科研成果的体现。
2.2.2.1 多元合金之含镍无铅焊料
早期开发者验证锡铜镍三元合金,去掉银元素,锡铜合金以99.3Sn-0.7Cu为基础,添加0.03Ni,该合金成份熔点227℃,较SAC305合金高10℃,焊点亮度不足,流动性稍差。提高焊接温度对部分元件存在挑战,是以该合金成份未能直接用于锡膏合金成分,但镍的添加效果显示,可以减低99.3Sn-0.7Cu对PCB焊盘铜溶蚀速率,是以锡铜镍合金用于无铅喷锡板喷锡槽合金、用于元件铜引脚浸锡防护制程。
镍元素可以降低液态焊锡溶铜速率,SAC305焊锡中添加微量镍元素,可以获得较薄的焊接IMC层,这对于多次受热的功能模块类产品焊点可靠性提升有一定帮助,可以避免IMC过度生长导致的热脆化现象。对于长期高温环境下工作的电子产品而言,提高焊锡熔点是提升产品可靠性的一种选择,减缓产品服役过程中IMC生长速度是另一种途径。业界同仁在提高产品可靠性与控制产品制造成本两方面锲而不舍、孜孜不倦的探索、验证。
2.2.2.2 多元合金之含铟无铅焊料
铟元素的添加可以降低焊料熔点,提升其延展性,J-STD-006中罗列的含铟无铅焊料有锡银铜铟、锡银铋铟、锡银铜铋铟等多种合金。铟元素号称软黄金,单价不菲;铟在服役期中存在扩散腐蚀现象,是以含铟焊料在普通产品焊接制程中较少使用。
2.2.2.3 多元合金之含锗无铅焊料
锡银铜镍锗多元合金在无铅工艺开发初期即存在,镍在焊接时可以细化晶粒、降低IMC生长速度,锗可以让焊点更具光泽。但锗单价高,添加锗元素对焊料成本控制是负担,加之市场上锡银铜镍锗五元合金专利壁垒,行业内使用此配方的合金极少见。
2.2.2.4 多元合金之含磷无铅焊料
磷元素具备抗氧化能力,最常见的是化学沉金板中镍磷层中磷的含量高时可以有效预防黑盘现象的出现,PCBA制程中波峰焊工艺中使用的锡条(solder bar)会添加一定量的磷元素以降低锡渣产生比率(业界称谓抗氧化锡条),但磷元素过量会在锡槽内出发红现象,类似于金属冶炼时高温铁水色泽,众多同仁都见多。含磷焊料常与锡铜、锡铜镍、锡银铜等合金联合使用,但磷残留存在一定腐蚀性,免洗工艺条件下极少使用。
2.2.2.5 多元合金之含铋无铅焊料
铋金属在无铅焊料中常见,如散热器等低温焊接工艺常用的锡42铋58合金,焊料添加铋可以降低熔点,增加流动性。含铋焊料物理特性表现为易脆断裂,温度循环中焊点易老化断裂。铋在焊接时不参与IMC生成,其功用类似于锡铅焊料中的铅成份。锡铋银锡膏的应用在智能手机上曾大放光彩,用于某品牌智能手机屏蔽框焊接,被称谓LTS(Low Temperature Solder)制程,产生的背景是智能手机主板生产时为便于后制程测试、点底部填充胶等工序进行,一体成型的屏蔽罩不在主板焊接制程中一并完成焊接,主板测试部分功能后点底部填充胶并固化保护BGA等主要芯片,再使用低温锡膏(锡铋银成份)完成一体成型屏蔽罩的夹板焊接,这样可以降低屏蔽罩的整体高度(相较于屏蔽框+屏蔽盖降低一个板厚的高度)。屏蔽罩焊接时已经完成底部填充工艺的BGA类元件焊点受固化后胶水膨胀影响,易导致焊点异常,为降低胶水膨胀绝对值,使用低温锡铋银锡膏完成LTS工艺。
锡铋银焊料整体机械强度较SAC305低,多用于特殊焊接工艺如屏蔽罩焊接、智能手机三明治工艺叠合焊接、高频头焊接、显示屏焊接等制程。锡银铜铋、锡银铋铟等合金均有列入J-STD-006内,感兴趣同仁可查阅参考。
2.2.2.6 多元合金之含钴无铅焊料
含钴无铅焊料在第二代无铅焊料性能评估中第一轮就被淘汰,市场上基本没有使用。
2.2.3 二元合金无铅焊料
二元无铅焊料中有锡铜、锡铟、锡铋、锡银、锡锑、锡金等,均用于特殊场景,如Au80-Sn20合金用于IC package焊点。二元无铅焊锡在《锡》一书中有列出(冶金工业出版社)部分,感兴趣的同仁可查阅参考。
2.2.3.1 二元合金无铅焊料之锡铜合金
二元合金无铅焊料中,业者最熟悉的是波峰焊无铅锡条,Sn99.3%-Cu0.7%,共晶焊料熔点227℃。无铅喷锡板喷锡槽合金也是锡铜合金,但内含0.04%~0.07%镍成份,其目的主要是为减缓喷锡槽咬铜现象。锡铜二元合金,铜标称含量0.7%,实际管控范围有三种,0.7%±0.2%(0.5%~0.9%)、0.7%±0.1%(0.6%~0.8%)、0.5%~0.7%,但就实操控制而言,推荐第三种铜含量0.5%~0.7%。铜含量超过标会使焊锡熔点升高、流动性变差、焊点硬化且脆易断裂。
2.2.3.2 二元合金无铅焊料之锡银合金
锡银二元合金用于涂层防护、镀层防护、微波通讯、高频通讯等产业,普通PCBA制程使用较少。