





















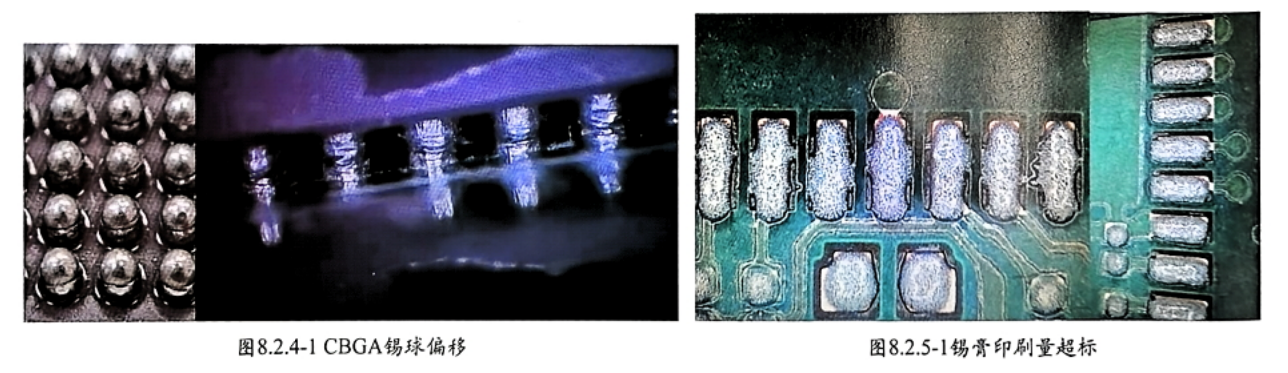
1、印刷锡膏量超标导致短路-PCB上有异物、PCB 未贴紧钢板印刷、钢板厚度超标、钢板扩孔严重等,图8.2.5-1 锡膏量超标。
2、钢板开孔尺寸过大导致短路-如0.4 mm Pitch连接器,焊盘尺寸0.23×1.0 mm,钢板开孔尺寸 0.25×1.5mm。
3、连接器贴装压力过大导致短路-连接器高度与程序中设置的连接器尺寸差异较大,虽然贴装压力设置正确,实际贴装存在过度挤压现象,导致连接器间出现短路。
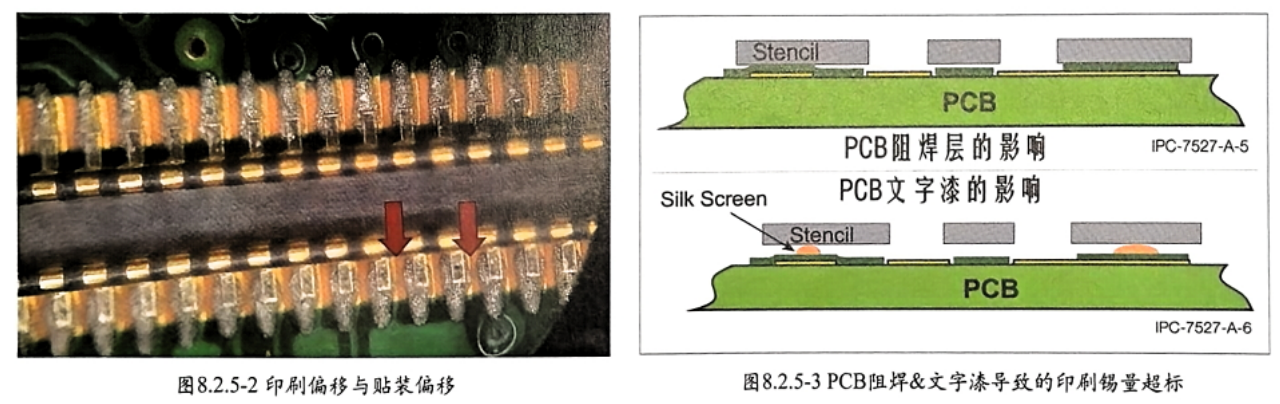
4、连接器贴片偏移导致短路:行业中存在一个认知问题是关于IPC规范的解读,IPC-A-610规定,元件贴装偏移量不超过焊盘的25%是允收的;IPC-7527 规定,锡膏印刷偏移量不超过焊盘的25%是允收的,如图8.2.5-2印刷偏移与贴装偏移。当锡膏印刷向左偏移25%,元件贴装向右偏移25%,贴装时会将锡膏向左挤压, 以 Pitch 0.4mm BtB连接器为例,焊盘宽度0.25mm, 焊盘间距离0.15mm, 锡膏和元件引脚偏移各25%,也就是0.125mm,此时引脚与锡膏间的距离为0.025mm,两个锡粉都可以填塞这间隙导致短路。之所以焊接后没有出现大量短路不良,是因为焊锡熔化后在液体表面张力作用下有收缩现象,可以将短路拉开,但这无疑增加了短路的机率。IPC之所以这样规定是告诉业者当遇到有印刷偏移、贴片偏移时,当下这一块产品无需擦掉重来,可以正常进入下一工序,但并不意味着印刷偏移与贴装偏移可以不纠正,继续这种条件下生产。此现象是SMT 工厂常见之争议话题:品质人员判定有印刷偏移、贴装偏移,制造说在规范内,就这样生产。正常的流程是品质部门判定有偏移,如在规范内,当下这一块板可以标识后流入下一工序,但制造部门必须立即调整、校准,确保后续印刷、贴装偏移现象被有效解决。
5、PCB焊盘拒焊,焊锡熔化时聚集在连接器引脚上导致短路。锡膏印刷量合格、印刷位置合格,元件贴装正常,Reflow焊接时锡膏受热熔化,如果PCB焊盘拒焊,熔融的焊锡无法被PCB焊盘拉住而聚集在连接器引脚处导致短路。这种短路现象的特征明—PCB焊盘润湿性不良,业界同仁判定时没有困扰。
6、PCB 阻焊太厚,导致锡膏印刷过量,焊接时导致短路。PCB阻焊过厚或文字漆过厚,锡膏印刷时阻焊或文字漆顶住钢板,导致锡膏印刷量超标,图8.2.5-3PCB 阻焊&文字漆导致的印刷锡量超标。此类现象导致的焊接短路,分析时有一定困难,原因在于SPI数据显示锡膏印刷量合格。SPI设备在计算锡膏厚度时需要一个基准面做参考,当基准面选在PCB阻焊面时,SPI计算显示的锡膏量远小于实际的锡膏量,这就会出现SPI显示锡膏量合格,实际锡膏量超标现象,导致焊接时短路的出现。
7、PCB焊盘设计不良,焊盘间距太小导致焊接时短路。此类现象导致的短路不良比率不高,多数出现在小微企业或初创公司产品上,因其PCB layout人员经验不足、使用软件功能有限,加之选用廉价的代工厂制造,工厂工艺技术能力也有限,最终导致此类短路的出现。此类问题排查简单,只需拿裸板观察或锡膏印刷后观察即可锁定真因。改善方案分为两路:长期对策规范化PCB焊盘设计规则,临时克服方案为修改钢板开孔。
8、PCB 焊盘设计 SMD&NSMD 混用导致短路。 SMD 焊盘与 NSMD 焊盘混用,当阻焊厚度及位置精度出现偏差时,容易导致焊接短路,原因是SMD焊盘上有阻焊,较临近的NSMD焊盘高出一个阻焊厚度值,印刷时NMSD焊盘锡膏量较多。如果阻焊厚度较大,则会形成自SMD焊盘到NSMD焊盘的倾斜面,焊锡熔化流动极易出现连锡短路现象。图8.2.5-4SMD 焊盘与NSMD 焊盘混用导致的短路。
9、PCB阻焊偏移导致焊接短路此类异常容易排查确认,SMD焊盘阻焊偏移过大会导致焊盘尺寸及位置出现严重偏差,因其焊接异常。
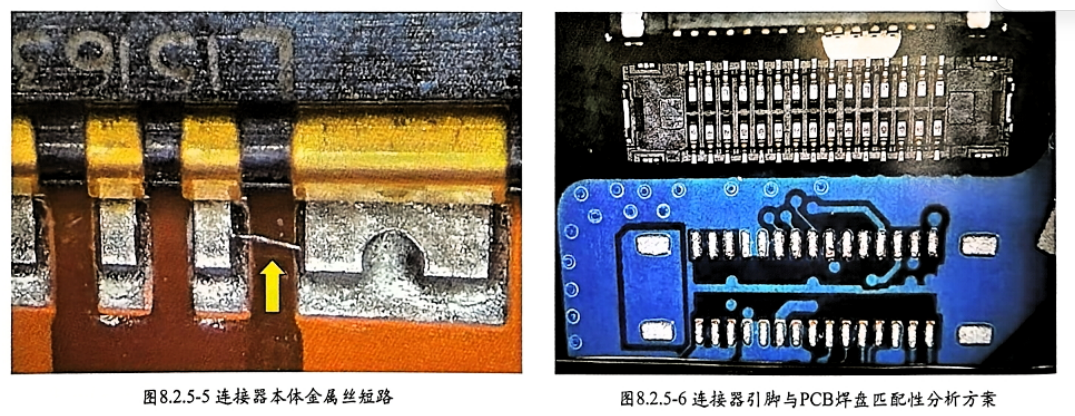
10、连接器引脚成型不良,引脚残留金属丝导致短路。连接器制作过程中,引脚成型不良残留金属丝短路属于元件制造品质异常。其特征是不良跟着元件本体走,容易排查。图8.2.5-5连接器本体金属丝短路。
11、连接器塑料本体挤压到锡膏导致短路。连接器塑料本体挤压到锡膏,会出现以下现象:连接器焊接偏移、锡珠、短路、灯芯效应、助焊剂残留。此种问题分析时直观的方法是将连接器引脚朝上,平行或并行放置于 PCB对应焊盘附近,观察即可发现问题。图8.2.5-6连接器引脚与PCB焊盘匹配性分析方案。
12、灯芯效应严重,焊锡爬升过程中导致短路。液态焊锡总是流向热的地方,连接器引脚都是金属材质,吸热较快。Reflow温度曲线设置不能有效均温时,会出现连接器引脚温度远高于 PCB焊盘温度,焊锡熔化后沿着引脚向上爬升,密间距连接器会出现短路现象,引脚间距离大的连接器出现PCB焊盘少锡现象。需要说明的是,PCB焊盘焊锡性不良也会出现类似灯芯效应现象,二者表现相同但本质不同,改善对策也不同。同仁在分析此类问题时,需要澄清PCB 焊盘焊锡性是否正常,常用的方法是将焊锡膏涂敷在PCB焊盘上,用热风枪加热至熔化,如果焊锡在PCB焊盘上收缩成球状,则说明PCB焊盘可焊性不良(连接器拆除后验证效果更明显),反之是温度曲线设置不良导致的灯芯效应。
13、助焊剂残留导致短路。助焊剂残留导致的短路一般为微漏电或电化学迁移导致短路。此类短路外观上一般有明显特征,或在显微镜下可以观察到枝晶状物质。烙铁拖焊、清洗后短路消失。
14、维修拖焊不良导致短路,常见于引脚根部等不易检查位置。
15、引脚歪斜导致短路。
16、相邻引脚间锡珠残留导致漏电、短路。
17、PCB 上文字漆过厚导致印刷多锡,焊接时短路。此现象与PCB 阻焊过厚导致的短路原理相同。